In the Home and at the Mill
Until the mid 1800’s, most settlers of Upper Canada kept only small flocks of sheep. The sheep survived on little forage, and produced two crops – lambs and wool. They only needed some supplied feed and minimal shelter throughout the winter months, and protection from wild animals and dogs, especially at lambing time. Fleeces from the sheep, were hand processed by the family into yarn for knit, and woven items.
The breeds of sheep predominantly found in Upper Canada at the time, were Leicester & Southdown, closely followed by Cotswold and Cheviot, also crosses of these breeds, and others, providing long wool and medium textured fleeces for making worsted, and woolen yarns. These yarns would be sturdy and longwearing, perfect for knitting, and weaving equally longwearing clothing, cloth and household items.
To process the fleeces, the sheep may have been moved through fast moving waterways to first remove soil, manure, urine and vegetation, and left to dry prior to shearing. Or the sheep may have been sheared dirty, their fleeces skirted, to remove the most soiled or manure laden areas, and other pieces unsuitable for spinning. The fleeces would then be scoured in hot water and homemade soap, and rinsed well. The cleaned fleeces would take a few days to dry. Dry fleeces would be stored inside until further processing in the winter months, or on days when outside work was not possible.

Sorting raw fleece.
To prepare the wool for hand spinning, it would be picked, locks separated, vegetation (burrs, bits of grasses, leaves, bedding, etc.) removed, and may also be sorted as to quality. Combing, carding, and spinning wool were necessary and time-consuming chores. The combing and/or carding process loosens, and rearranges the fibres for evenness in preparation for spinning worsted or woolen yarn, this task would be performed by women, girls, and at times much to their embarrassment, the boys of the family.

Combs and carders for processing fleece, and a boat shuttle with a bobbin of single ply wool, used in weaving. 
Different styles of spinning wheels that pioneer families may have brought with them or had made. The diameter of the wheel on the walking wheel is 4′. This wheel was handmade in Halton in the mid 1800’s.
The presence of carding and fulling mills in the early 1800’s would greatly lessen the time spent on these labourious tasks. A carding mill would perform the tasks of washing, picking and carding the wool into batts for use in making quilts, or roving for hand spinning. A fulling mill would ‘full’ the woven cloth, beating and working the wet cloth to shrink, thicken, and strengthen it before finishing for blankets and/or cutting to make clothing or other items from. Payment for services could be paid in cash or in barter – wool, butter, pease, etc.
Hand spinning the prepared fibre would be done on wheels the settlers may have brought from their home country, or wheels made locally – incorporating the flyer and bobbin combination brought from the old country, or a walking/great wheel. A local wheelwright would construct the large (4’+/-) wooden wheel of the walking wheel, the remainder of the structure could be made by someone with general woodworking skills. Women would spend countless hours at the wheel throughout their lives.
Unmarried women found listed as ‘spinster’ in census returns, notes their employment in the homes of many, performing these tasks for the family. The homespun yarns could be dyed with found, cultivated or imported dyestuffs: walnuts, golden rod, madder root, onionskins, cochineal, indigo, etc. Some homes may have had a loom on which the women could then weave their handspun and dyed yarns into fabrics. Generally single ply yarns are used in weaving and plied yarns (2 or more singles plied together) would be used for knitting. Professional weavers of the time were usually men who had apprenticed in the trade for years, learning and executing the details of drafted patterns and weave structures, according to the preferences of their customers.

The full length of woven fabric, clean and still damp being removed from the ‘fuller’.
Upper Canada also had woolen mills in settled areas in the early 1800’s. The Asselstine Woolen Mill, originally located in Odessa, ON, began operating in 1828. The mill remained in operation until its closure in 1947. In 1960, the Asselstine Woolen Mill was relocated to Upper Canada Village, and remains the only operational woolen mill of the 1800’s in North America! Along with the building and machinery, some detailed records of the operations, supplies lists, and account settlements of the mill were acquired.
The Upper Canada Census of 1842 for Industries shows that the Gore District had 15 Carding Mills and 12 Fulling Mills.
In the ‘Census Report of the Canadas for 1860-61’, details show that Halton County had 2 Woollen Factories, both showing a return. The capital investment was $14000, and 2000 yards of cloth were produced. There were 9 people employed. The Glen Williams woolen mill was built in 1839 by Jacob Williams, I would expect that it was one of the woolen mills accounted for in the 1860-61 census.
In the Patron’s Directory for the Historical Atlas Halton County 1877, there are at least 4 names connected to woolen mills/manufacture, one of those being Francis Baker, Con2, NDS, Lot 9, who settled in 1850 from Ireland, his postal address was Kilbride, his occupation is listed as farmer/woolen manufacturer. Three others listed are, B.Williams, L. McCann and John Newton, living respectively in Glen Williams, Boyne and Limehouse. Of course it is Kilbride that we are the most interested in, the following advertisement gives light as to the operation of a woolen mill in Kilbride.
Both the Asselstine Woolen Mill and Glen Williams Woolen Mill operated with machinery made by Davis and Furber Machine Co., of North Andover, Mass. It is possible that the machinery used in the Kilbride Woolen Mills was from the same manufacturer, and included the full extent of machinery as the mill was capable of providing all the services from raw wool to finished cloth. The use of steam, versus water, as the power source for the Kilbride mill, enabled the mill to run year round instead of only 2/3 of the year when the water was flowing in the creek.
Unfortunately fire destroyed the Kilbride Woolen mill in 1877, and like many in Ontario that met the same demise, and were underinsured, it was not rebuilt.

Courtesy of the Milton Canadian Champion 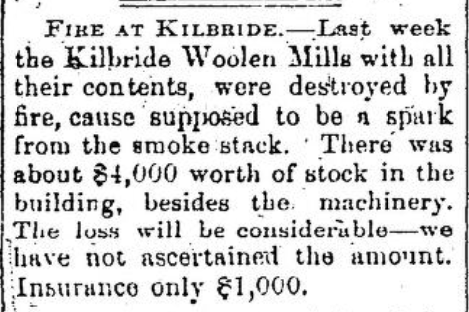
Aug. 9, 1877
Courtesy of the Acton Free Press
Operations of a 19th Century Woolen Mill
Upon delivery to the woolen mill fleeces would be graded, sorted and washed by the men operating the mill, 4 to 5 grades would be used to determine the amount of compensation for the fleece. Cleanliness, vegetation matter content, colour, length and strength of fibre and the fineness, demonstrated by the crimp and thickness of the fibre, would be assessed, and given a grade, correlating to a monetary designation. From there the fleece was sorted, removing second cuts, kemp (coarser, hair like fibres), and VM, then washed several times in hot water and soap to remove dirt, and the natural greases; lanolin and suint. The clean fleeces would be rinsed and laid out to dry, outside or in the upper level of the mill. Doors open in warmer weather would allow breezes to flow through.
Once the fleeces are dried they are hand fed into the ‘picker’, a machine that pulls apart the locks, further loosening the fibres and helping residual vegetation and kemp fibres to drop away. Once the fleeces are picked they may be sprinkled with oil to aid in the carding process. Next the picked locks are fed by armloads into the ‘carding mill’, containing many wide rollers covered with carding cloth made of heavy cloth or leather, imbedded close together with wire pins sticking out straight from the roll, that when in light contact with other such rolls separate the individual fibres, and even out the density of fiber to one of loftiness. Woolen batts produced by this carding mill may also be used as fill in quilts, or felted. A second ‘carding mill’, with finer pins, further processes the batts into ‘roving’, a continuous coil of fibre about 1” thick, in preparation for the hand spinner or the condenser.
The condenser is capable of processing several coils of roving at once, it stretches out the roving into thinner ‘pencil rovings’. From there the several bumps of pencil rovings are attached to the ‘spinning jack’, where it is spun into a single yarn of the desired thickness and wound onto spools. The spools of singles are then attached to the ‘plier’, where two yarns or more are ‘plied’ to become knitting yarn. The single yarns on large spools are then wound onto smaller cones, ready to wind the warp for the loom. The fibre may be dyed after the first washing or once it has been spun and/or plied.
Colour, design, length and weave structure are important elements that go into consideration when winding off (measuring and making) a warp for the loom. Many spools are mounted on the creel and wound onto the sectional warp drum as per the desired pattern and length. Threads on the sectional warp drum are then attached to the back beam on the power loom, and rolled on the beam with tension. The warps threads are threaded through the heddle wires and reed and secured to the front beam. From this point things move quickly as the power shuttle flies fast from left to right and back again and the woven cloth is wound onto the front beam.
The finished cloth is then washed and ‘fulled’. The fulled cloth may then be put onto the ‘gigging machine’, which has a large roller covered with teasels that when in rotation brushes against the cloth and raises a nap/fuzzy surface. This fuzzy surface may or may not be sheared. Shearing is a ‘skilled labour’ job, done by men only. At the Asselstine mill the cloth is now cut into lengths for blankets. Each blanket needs the fringe ends twisted and/or secured, and the rest of the blanket is carefully finished, removing loose ends, repairing defects, etc. These tasks would have been completed by the women/girls working in the mill.
‘Skilled labour’ positions in mills were filled by men only. Women and children, boys and girls under the age of 16, were employed for ‘unskilled positions’. Even when the women/children performed some of the same ‘skilled’ duties as men they were not compensated equally.
Records from the Asselstine Woolen mill show that accounts for services or finished items could be settled in, wool, hay, butter, cash, soap, flour, tallow, apples, ‘pease’ and pork. Each item had a monetary equivalent that would be used to counter the value of services received. Some customers received better rates for their goods in kind, no doubt because of the quality of goods they consistently supplied.
A sample list of supplies ordered by an assistant at the Asselstine mill in 1866-68 illuminates how many other industries/imported goods were required in the workings of the mill. Examples are tallow, machine oil, string, belt leather, carding cloth, dye stuffs, coal oil, olive oil, rosin, soap, coppers used in dyeing, ….the list goes on.

2nd roller card making roving. 
Winding the warp onto a sectional beam. 
Power Loom 
Gigging machine with rows of teasels to raise a nap on the cloth. 
Blanket on finishing table.
Interesting Notes
- One pound of wool can make up to one yard (36”) of cloth at 45” wide.
- One pound of wool can take up to 10 hours to card by hand.
- One pound of wool takes 10 minutes to card in a carding mill.
- One pound of wool can make 10 miles of yarn.
- One raw fleece can weigh 2 – 20 pounds, depending upon the breed of sheep.
- Fleeces from Merino sheep can be even heavier.
- Up to 50% of a raw fleece can be the weight of the lanolin and natural grease it contains, depending upon the breed of sheep.
- With all the machinery running at the Asselstine Woolen Mill the noise level is at 120 decibels.
- From the Census of the Canadas, for 1851-52 II; Ontario’s Weavers and Textile Returns; there were 1728 weavers, 74 woolen mills, with 632 employees, producing 1,022,500 yards of cloth. There were 147 Carding and Fulling Mills, processing 582,000lbs. of wool, and producing 206,430 yards of cloth.
- In the Ontario Agricultural Returns for 1851-52, there were 1,050,168 sheep, 2,619,434 lbs. of wool, and 1,688,781 yards of cloth manufactured.
Information Sources
Many thanks to the administration at Upper Canada Village, for their assistance and use of their library, and to the Asselstine Mill costumed interpreters/operators.
Historical Atlas of Halton County Ontario Illustrated
Walker & Miles,Toronto,1877
Second reprint edition 1976 Cumming Atlas Reprints Stratford
History of Agriculture in Ontario 1613-1880
Robert Leslie Jones, University of Toronto Press 1946
Reprint 1977
‘Keep Me Warm One Night’ early handweaving in eastern Canada
Harold B. Burnham& Dorothy K. Burnham
University of Toronto Press in Cooperation with the Royal Ontario Museum 1972
Reprint 1973
Asselstine Woolen Mill – Master Interpretive Manual
Upper Canada Village, Morrisburg, ON
The Fleece and Fibre Sourcebook
Deborah Robson & Carol Ekarius
Storey Publishing 2011
Quilts and Other Bed Coverings in the Canadian Tradition
Ruth MeKendry
Discovery Books 1979
102 Facts About Sheep Fact Sheet II
by Angela MeKenzie-Jakes Extension Animal Science Specialist
Florida A&M University, College of Engineering Services, Technology and Agriculture
Research and Cooperative Ext
Upper Canada Industry Census 1842 (Gore District)
Upper Canada Return of Mills, Manufactories, etc., for 1860-1861 (Halton)
http://www.victorianweb.org/technology/textiles/2.html
http://www.danekeclublambs.com/FactsAndGlossary.html
https://en.wikipedia.org/wiki/Glen_Williams_Ontario
Contributing Author: Tracy Breckon
